�˂����i�̉��H�y�ь`��
�P�j�˂����i�̉��H���@
�˂����i�����̉��H���@�͑�ʂ���4�ɕ�����܂��B
�@��Ԉ������H
���ނ��R�[���h�w�b�_�[(�������`�@)���̑��̗�Ԓb���@�B���ɂ��A�{���g�E�i�b�g�ނ̃u�����N���퉷�őY
�����H�ɂ���č�邱�Ƃ��ԉ��H�A��Ԓb���Ƃ������B�؍���H��M�Ԓb�����H�A���ԉ��H�ɔ�r���āA
�Y�����H�̂��ߍޗ����X�����Ȃ����Y���������B�����d�����Ȃǂ��g�p�����_�C�X�E�p���`�Ȃǂ̋��^�ɂ����
�������`����̂Ő��x�I�ɂ��ψ�Ȑ��i����邱�Ƃ��ł��邽�ߍł����y���Ă��܂��B�@�@
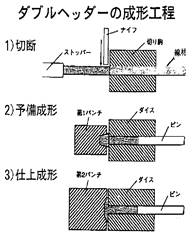
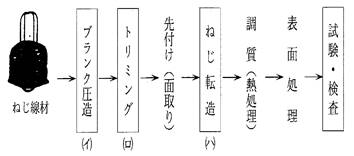
�C�j�@�w�b�_�[�@(�������`���H�@�B)
�E�V���O���w�b�_�[�F�p���`��1��1�x�ł��т�1�̐��i���ł���B
�E�_�u���w�b�_�[�F�p���`��2��2�̃p���`�����݂ɍ쓮����1�̐��i�����B�@�@�@�@�@�@
�E2�_�C2�u���[�w�b�_�[�F2�̃_�C�X��2�̃p���`�������A1��]��1�̐��i�����B
�E2�_�C3�u���[�w�b�_�[�F2�̃_�C�X��3�̃p���`�������A���`���H����`�����X��3��B
�E���i�w�b�_�[�F�_�C�X�ƃp���`��v�X����(3�`5����)�����Ă���(�p�[�c�z�[�})
�E�{���g���[�J�[�F���ނ��1��̋@�B�Ŋ��S�ȃ{���g�����邱�Ƃ��ł��A�{���g�̗ʎY�p�Ɏg�p����܂��B
���j�@�g���~���O�}�V��
�w�b�_�[�ň������H�����{���g�u�����N�̓����������I�ɘZ�p���͎l�p�ɑŔ������H����B
�n�j�@�˂��]����
�����̉Y���𗘗p���āA2���͐��̑g�ݍ��킹����Ȃ�]���_�C�X�̊Ԃł˂��u�����N��]�����Ȃ���
�˂��R��Y�����H������@�B���_�C�X���A�ۃ_�C�X���A���[�^���[���A�������]���Ղ�4��ނɕ�����܂��B
�A�M�Ԓb�����H
���M�����ޗ������H������@�ŁA����̐��@�ɐؒf���A���M�F�ʼn��M�������(�Č������x450���ȏ�)�u�t
���N�V�����v���X�v�u���g���v�u�M�Ԗ����v���X�v���̒b���@�B�őY�����H�ɂ�萬�`����B�M�Ԉ����A����������
�������B
�B���Ԉ������H
�A���������M���u�ɂ���āA�ޗ����Č������x�ȉ��̒��≷�x(200�`300��)�ɉ��M���邱�Ƃɂ��Y����
�H�������߂���@�ł��BSUS304���̃X�e�����X�{���g�E�i�b�g�̔��ێ��E�H����Ռ��E���H�d���h�~����
�߂Ɂu�w�b�_�[�v�u�i�b�g�z�[�}�v�ň������钼�O�Ɂu�d�C��R���M�@�v�ŏu�ԉ��M�����삵�܂��B
�C�؍���H
�����ՁA�^�[���b�g���ՁA���N���Ȃǂ��g�p���A�_�|���؍���H������@�ł��B�ߔN��NC���ՂŃv���O������
��ɂ�鎩���؍킪���y���Ă��܂��B���i�̌`��A���^�A���x�A���ʂȂǂ̓_�ŗ�ԉ��H������A���͍̎Z
��s���ȏꍇ�ɗ��p�����B�҂��o���A���o���Ƃ������B
�u�����N �F�ޗ�����؍햔�͑Y�����H�����˂��̂Ȃ����Ԑ��i�B
�Y�����H�F�ޗ��ɓK���ȕ����Ƒ傫���̊O�͂������āA���̉Y���𗘗p���Đ�����o���Ȃ��ŁA�`��ό`������
���Ƃ������B(�؍���H�ɑ���p��)
���H�d���F���H�������ĕό`����ƍd���Ȃ苭���Ȃ鐫���������B�啔���̋����ޗ��͏퉷�ł͉��H�d�����鐫����
�@��������B
�Č����F�Y�����H����������K���ȉ��x�ɉ��H�������A���H�ɂ���Ă䂪�����̒��ɐV�����c�݂̂Ȃ�
�@�@�@�@���������܂�A����ɔ��B����Ɠ����ɂ��̐��𑝂��A�S�̂��V���������ƌ�ւ��A���H�O�̏�Ԃ�
�@�@�@�@������B������Č����Ƃ����B
2) �����`��̎��
3) �˂���̎��
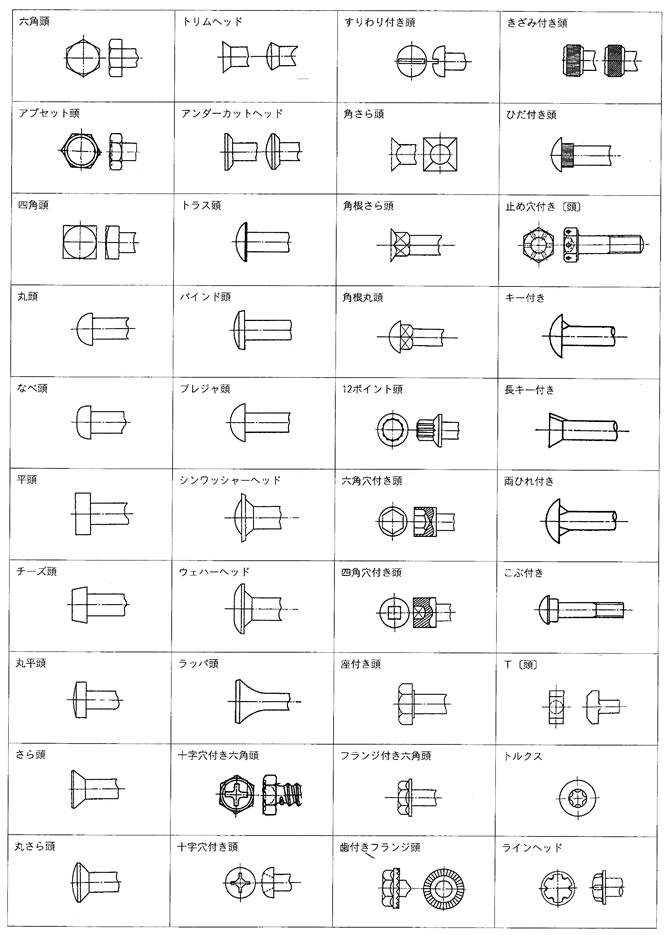
4) ��Ȃ˂��R�̌`��E�`��
�@�@�@�O�p�˂��@�@�@�@�@
�@�@�@�@�˂��R�̌`�����O�p�`�ɋ߂��˂��̑��̂Œ����p�˂��Ƃ��ă{���g�E�i�b�g�E���˂�
�ɗp������̂́A�قƂ�ǂ��O�p�˂��ł��B
 �C) ���[�g�������˂��E���[�g���ז��˂�
�C) ���[�g�������˂��E���[�g���ז��˂�
�t�����X�A�h�C�c�Ȃǂň�ʗp�˂��Ƃ��Ĕ��B���Ă����˂��ŁA���a�y�уs�b�`��
�~�����[�g���ŕ\�����˂��R�̊p�x60���̎O�p�˂��B
���[�g�������˂�(JIS B 0205�Q��)�E���[�g���ז��˂�(JIS
B 0207�Q��)
��) ���j�t�@�C�����˂�(unitied coarse thread series,UNC-thread)
�A�����J�E�C�M���X�E�J�i�_��3�����R����̕K�v���狦�肵�Ăł����˂��ŁA�˂��R�̊p�x��60���̕��ڂ�
�C���`�˂�(JIS B 0206�Q��)�ŁA�s�b�`��1�C���`����̂˂��R���ŕ\���B
�n) ���j�t�@�C�ז��˂�(unitied fine thread series,UNF��thread)
��R�`�́A���j�t�@�C���ڂ˂��Ɠ����ŁA�s�b�`���ׂ����˂�(JIS B 0208�Q��)�B
��) �E�B�b�g�����˂�
�C�M���X��Joseph Whit worth����Ă����\����b�ɂ��������̂ŁA�˂��R�̊p�x��55���̕��ڂ̃C���`��
���B�E�C�b�g�E�H�[�X�˂��Ƃ������B(JIS�ł͔p�~����Ă���)
�z) �~�j�`���A�˂�
���v�A���w�@��A�d�C�@��A�v����Ȃǂɗp����Ăьa�̏������A�˂��R�̊p�x��60���̂˂��B
�iJIS B 0201�Q��)
��) �Ǘp�˂�
�ǁA�Ǘp���i�A���̋@��Ȃǂ̐ڑ��ɗp����˂��ŁA���s�˂�(JIS B 0202�Q��)�ƃe�[�p�˂�
(JIS B 02C3�Q��)������B
�g) �p�r�ɉ����Ď��]���˂�(JIS B0 225�Q��)�A�~�V���p�˂�(JIS B 0226�Q��)�A����Ǘp�˂�(JIS B
3439�Q��)�A���̑��ʐ^�@�p�˂��A���ʋ@�p�˂��A�ז��p�˂�(���v�˂�)��24��ނ̓���p�V���[�Y��
�K�肳��Ă���B
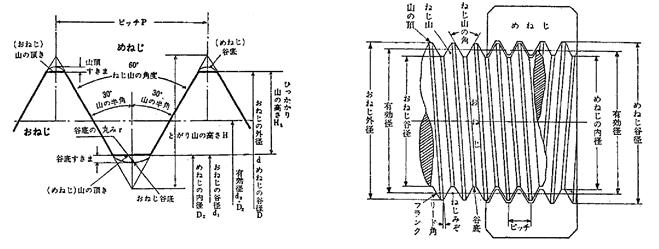
���˂��R�̊�{����
�@�@�@�@�@
�� �˂��́A�ʏ����ł����A���ꂪ�A�����O���̂˂�������A���˂��A�E�˂��A�˂���^�b�s���˂��̂悤�ɒJ��
�@�@�@�L���˂�������܂��B�@�@�@�@

�s�b�`�@�F�@�����ɕ��s�ɑ������ׂ��̂˂��R�܂ł̋����ł��B
�L���a�@�F�@�˂��݂��̕��Ƃ˂��R�̕��Ɠ������Ȃ�悤�ȉ��z�̉~���̒��a�ł��B
���s�˂��@�F�@�˂��R���~���a�̊O�ʖ��͓��ʂɂ���˂��B
�e�[�p�˂��@�F�@�˂��R���~�����̊O�ʖ��͓��ʂɂ���˂��B
����˂��@�F�@���[�h���s�b�`�ɓ������˂�(����˂��Ƃ�����)
����˂��@�F�@���[�h���s�b�`��2�{�ɓ������˂�(����˂��Ƃ�����)
5)�@��ȊǗp�˂��̎��
�Ǘp�˂��̎��
�p���ƕĎ��̓��ނɑ�ʂł���A�Ƃ��ɃC���`�����Ńe�[�p�˂��ƕ��s�˂��̑g�����ƂȂ��Ă���A���˂��E�߂˂���
�����e�[�p�A�܂��͕��s�̏ꍇ�ƃe�[�p���˂��ɕ��s�߂˂����p����ꍇ�Ƃ�����B
�p���̂˂��R�p�x���E�C�b�g�˂��n��Ɠ��l��55���ƂȂ��Ă���AJIS�ł�PT�APS�APF���K�i�Ƃ��Ē�߂��ISO�K
�i���܂ߍ��ۓI�ɂ悭���y���Ă���B
�Ď��͓���N�̂����̂��ׂĂ���ɑ�����˂��R�p�x�́A���j�t�@�C�˂��n��Ɠ��l��60���ƂȂ��Ă���B�����Ď�
��JIS��ISO�ɍ̗p����铮���͂Ȃ��A�Ď��Ǘp�˂��Ƃ��Ċe�p�r�ʂɑ���ނ̂��̂��W���ʂŎg�p����Ă���B
���[�g�������͐��h�C�c��1954�NDIN158�ɂ��߂����̂ŁA��a�ƃs�b�`�����[�g�����@�ɂȂ��Ă��邪�A�܂���ʂ�
�͕��y���Ă��Ȃ��B